

Catégorie:l'information
Engagé dans les connecteurs depuis 8 ans, J a quelques idées uniques sur le connecteur, vous utilisez la coquille en caoutchouc du connecteur en grandes quantités, comprendre la structure du processus du produit ? Aujourd'hui, Huicheng yuan electronic connector company vous parlera des considérations relatives à la conception structurelle de la coque en caoutchouc. Les fabricants de connecteurs conçoivent les six éléments de la coque en caoutchouc : 1, la structure principale du connecteur. 2, les autres pièces s'appuient sur elle pour déterminer le positionnement spatial. 3, la fonction d'isolation entre les parties conductrices. 4, la planification des dimensions doit tenir compte du moulage. 5, la sélection des matériaux doit tenir compte des conditions du processus du client. 6、La section d'application doit limiter l'entrée du moule et doit être indiquée sur le dessin. C'est le composant principal de l'ensemble du connecteur, et les autres pièces sont assemblées à lui. Elle détermine grosso modo l'apparence de la taille du connecteur et doit confirmer sa résistance structurelle à l'utilisation normale de la force destructrice par l'utilisateur final ou aux spécifications d'essai spécifiées par le client (par exemple : l'exigence d'appliquer la force dans toutes les directions sur le câble externe ne peut pas être perçue comme une destruction ; ou l'installation des vis, l'application d'un couple approprié ne peut pas être causée par la destruction des vis). Étant donné qu'il s'agit du composant principal, la responsabilité du positionnement des pièces lui incombe naturellement, de sorte que les dimensions et les tolérances (y compris les tolérances géométriques) des pièces qui sont mélangées à d'autres pièces doivent être déterminées de manière appropriée. Des caractéristiques importantes (par exemple, les trous pour le montage des terminaux, la largeur du tiroir) peuvent être définies avec une tolérance de +/- 0,02 mm pour garantir la fonctionnalité si les dimensions sont déterminées par un seul écrou de matrice, qui peut être usiné par une meuleuse. D'autres tolérances géométriques, telles que l'alignement, la planéité, le contour, etc., doivent également être appliquées de manière appropriée pour garantir la fonctionnalité.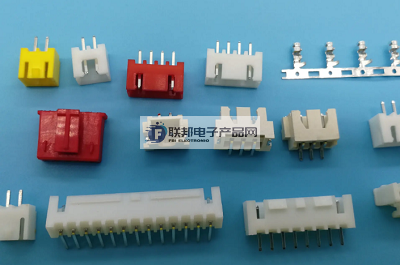
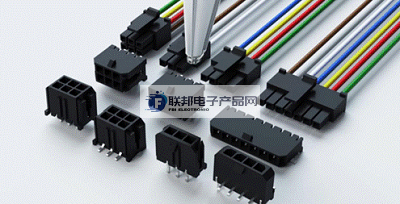
En plus du positionnement spatial de la borne par la coque en caoutchouc, mais aussi par la coque en caoutchouc sur sa force de maintien pour produire le comportement mécanique de la borne des conditions limites (telles que l'extrémité fixe de la borne à poutre en porte-à-faux), puis dans l'accouplement des sièges mâle et femelle pour produire la force positive appropriée, tout en évitant l'apparition de la situation de la goupille en arrière. Par conséquent, la taille et la forme de la section d'interférence entre la borne et le boîtier doivent être traitées avec le plus grand soin. La forme appropriée des barbes de la borne et le degré d'interférence sont nécessaires pour obtenir la force de rétention appropriée de la borne sans provoquer de déformation ou de fissure du boîtier en raison d'une interférence excessive. En termes de fonction électrique, la coque en caoutchouc assure la fonction d'isolation entre les parties conductrices. En ce qui concerne la valeur d'impédance des plastiques techniques généraux, tant que le moulage par injection permet d'obtenir l'épaisseur nécessaire et que le traitement ultérieur ne provoque pas de dommages structurels, l'impédance d'isolation et la résistance à la tension produites par les plastiques peuvent répondre aux exigences de la spécification. Ce n'est que dans le cas de matériaux hygroscopiques très forts ou de bornes pressées dans la barrière plastique causée par une rupture que l'impédance d'isolation ou la résistance à la tension peut se produire dans la partie plastique sans qualification, sinon le problème est principalement exposé dans le plastique à l'extérieur des parties conductrices de l'effet d'isolation entre les parties, en raison de l'effet d'isolation de l'air qui n'est pas aussi bon que les plastiques techniques. La conception de la coque doit non seulement tenir compte de la fonctionnalité des éléments ci-dessus, mais aussi de la fabrication du moulage par injection. Une coque trop épaisse, trop fine ou d'épaisseur inégale ne convient pas, car une coque trop épaisse entraîne un retrait important, une coque trop fine n'est pas facile à remplir dans le moule, une coque d'épaisseur inégale entraîne un déséquilibre du front d'onde du flux de remplissage du plastique liquide, ce qui peut facilement provoquer une déformation du refroidissement. Habituellement, le producteur est chargé de dessiner un modèle fonctionnel de la pièce pour les ingénieurs concepteurs de moules, ces derniers jugeront par expérience où ajouter quel type de matériau d'échappement pour améliorer la formabilité, mais si la taille réelle de la conception originale de l'épaisseur de la viande est déjà très petite et qu'il y a des cas de disparité entre le rapport de l'épaisseur et de la minceur, les ingénieurs de moules ne peuvent pas compter sur le matériau d'échappement pour ajuster la situation, et le producteur devrait éviter une telle situation. Les ingénieurs moules doivent faire un bon travail de planification de l'échappement, ils doivent confirmer avec le producteur que la résistance structurelle du matériau répond toujours aux exigences fonctionnelles (parfois, dans l'assemblage d'autres pièces, il faudra renforcer la structure de l'effet, il faut l'envisager ensemble, par exemple : la rigidité de la coque en fer est suffisante, après avoir été rivetée à la coque en plastique, la rigidité globale sera suffisante), confirmer, puis effectuer l'analyse du flux du moule et ouvrir l'action de moulage. Les matériaux plastiques sont simplement divisés en matériaux à haute température et matériaux à basse température, la température de distorsion thermique du matériau et la température générale du processus SMT permettant de distinguer les matériaux à haute température des matériaux à basse température. En général, les connecteurs utilisés dans les ordinateurs portables doivent subir le processus SMT à des températures élevées, ce qui nécessite l'utilisation de matériaux à haute température. Dans certains cas, il est nécessaire de conserver suffisamment de plan sur la surface supérieure de la coque pour que les clients puissent créer la zone d'aspiration sous vide pour l'insertion automatique ; il faut donc éviter de placer le point d'alimentation de l'adhésif ou la ligne de collage du moule à cet endroit, afin d'éviter la défaillance de la buse d'aspiration sous vide. La surface inférieure du boîtier en plastique doit être conçue de manière à ne pas appuyer sur la pâte à braser enduite sur le circuit imprimé, afin de ne pas provoquer de court-circuit entre les plots, d'où la conception de l'entretoise. En outre, le standoff a une autre fonction, à savoir fournir une queue de soudure de type SMT pour ajuster la planéité commune du point de référence, mais aussi en ajustant la hauteur du standoff pour compenser la déformation de la coque.
2, sur la plate-forme du réseau fédéral de produits électroniques liée à l'introduction et à la vente de produits en bref : réseau fédéral de produits électroniques - agent professionnel / production / vente de toutes sortes de [connecteurs | harnais de câblage | produits de fils et câbles] ; si vous avez des besoins d'achat / d'approvisionnement en [connecteurs | harnais de câblage | produits de fils et câbles] ou si vous souhaitez acheter / comprendre quels connecteurs | harnais de câblage | produits de fils et câbles nous pouvons fournir des solutions, veuillez contacter notre personnel d'affaires ci-dessous ; Si vous avez des besoins en matière de ventes / de ressources et de promotion de [connecteurs | faisceaux | fils et câbles], veuillez cliquer sur "¡¡ Coopération commerciale ←" et nous en discuterons !
Sans l'accord ou l'autorisation de notre site, nul ne peut reproduire, retransmettre, distribuer, citer, modifier, diffuser ou publier le contenu, en tout ou en partie, sous quelque forme que ce soit, ni commettre toute autre infraction aux droits d'auteur de notre site.












